

Точит длинный вал
Процесс обработки длинного вала часто представляется простым – подача, резание, закончено. Но это далеко не так. Часто новички недооценивают сложность этого задания, особенно когда речь идет о больших размерах и высокой точности. Недавно столкнулись с ситуацией, когда ожидали стандартный процесс, а в итоге потратили гораздо больше времени и ресурсов на корректировки. В этой статье постараюсь поделиться своим опытом, зафиксировать распространенные ошибки и предложить решения, которые помогли нам оптимизировать работу.
Особенности обработки длинных деталей
Нельзя забывать, что длинный вал, прежде всего, длинная деталь. Это сразу добавляет сложности с фиксацией и охлаждением. Стандартные тиски часто оказываются недостаточными. Нужны специальные устройства – например, длинные оправки или системы с использованием нескольких точек фиксации. Мы часто используем оправки, специально разработанные для длинных валов, которые позволяют избежать деформации детали при резании. Важно, чтобы оправка была идеально ровной и точно соответствовала геометрии вала.
Охлаждение тоже играет ключевую роль. При длительной обработке выделяется большое количество тепла, и если его не отводить эффективно, то может возникнуть термическая деформация. Мы применяем специализированные охлаждающие жидкости и системы, которые обеспечивают равномерное охлаждение по всей длине вала. Иногда приходится использовать несколько систем охлаждения одновременно.
Анализ возможных деформаций – это критически важный этап. Нужно учитывать материал, способ обработки, и систему фиксации. Слишком сильное усилие может привести к изгибу вала, особенно если он имеет сложную геометрию или нестабильные свойства.
Проблемы при точении длинных валов и способы их решения
Частая проблема – вибрация. При длительной обработке появляется вибрация, которая ухудшает качество поверхности и может даже повредить инструмент. Мы применяем различные методы борьбы с вибрацией – от использования более жестких креплений до изменения режима резания. Иногда помогает регулировка скорости резания и подачи.
Другая распространенная проблема – неровность поверхности. Она может быть вызвана несколькими факторами: неправильным выбором инструмента, неподходящим режимом резания, или деформацией детали. Мы используем различные методы контроля качества поверхности – от визуального осмотра до использования микрометров и профилометров. При необходимости, выполняем дополнительные операции шлифования или полировки.
Недавно столкнулись с проблемой 'заклинивания' инструмента. При точении длинного вала особенно важно следить за тем, чтобы инструмент не заклинивал. Это может произойти из-за недостаточного охлаждения, неправильного выбора скорости резания или из-за загрязнения режущей кромки. В таких случаях, необходимо немедленно остановить процесс и устранить причину заклинивания. Обычно это связано с недостаточной смазкой, либо неправильным позиционированием инструмента.
Использование современного оборудования и программного обеспечения
В нашей компании, ООО ?Шаньси Аолинтун прецизионная ковка?, мы активно используем современное оборудование и программное обеспечение для точения длинных валов. Это позволяет нам добиваться высокой точности и качества поверхности, а также снижать время обработки.
Мы используем числовое программное управление (ЧПУ), которое позволяет автоматизировать процесс точения и обеспечивать высокую точность повторяемости. Кроме того, мы используем программное обеспечение для моделирования процесса точения, которое позволяет оптимизировать режимы резания и избежать возможных проблем.
Важным элементом является использование точных измерительных приборов и систем контроля качества. Мы используем лазерные профилометры и другие современные приборы для контроля геометрии и качества поверхности длинных валов.
Опыт работы с различными материалами
Мы имеем опыт работы с различными материалами – от стали до титана. Для каждого материала необходимо использовать свой инструмент и режим резания. Мы постоянно совершенствуем свои знания и опыт, чтобы добиваться оптимальных результатов.
При работе с высокопрочными сталями, необходимо использовать специальные резцы с твердосплавными вставками, которые обладают высокой износостойкостью. При работе с титаном, необходимо использовать специальные режимы резания и охлаждающие жидкости, чтобы избежать окисления и деформации.
Важно помнить, что каждый материал имеет свои особенности, и необходимо учитывать их при планировании процесса точения. Нельзя просто взять и использовать один и тот же инструмент и режим резания для всех материалов. Неправильный выбор может привести к ухудшению качества поверхности и даже к поломке инструмента.
В ООО Шаньси Аолинтун прецизионная ковка, мы следим за новейшими разработками в области материалов и технологий обработки. Наша команда постоянно занимается поиском новых решений, которые позволяют нам улучшать качество нашей продукции и снижать затраты.
Рекомендации
В заключение хочу сказать, что точение длинного вала – это сложная задача, требующая опыта и знаний. Важно учитывать все факторы, которые могут повлиять на качество обработки, и принимать соответствующие меры. Не стоит недооценивать роль фиксации детали, охлаждения, и контроля качества. И, конечно, следует использовать современные технологии и оборудование.
Если у вас есть какие-либо вопросы, обращайтесь к нам. Мы всегда рады помочь.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Зубчатое колесо редуктора
Зубчатое колесо редуктора -
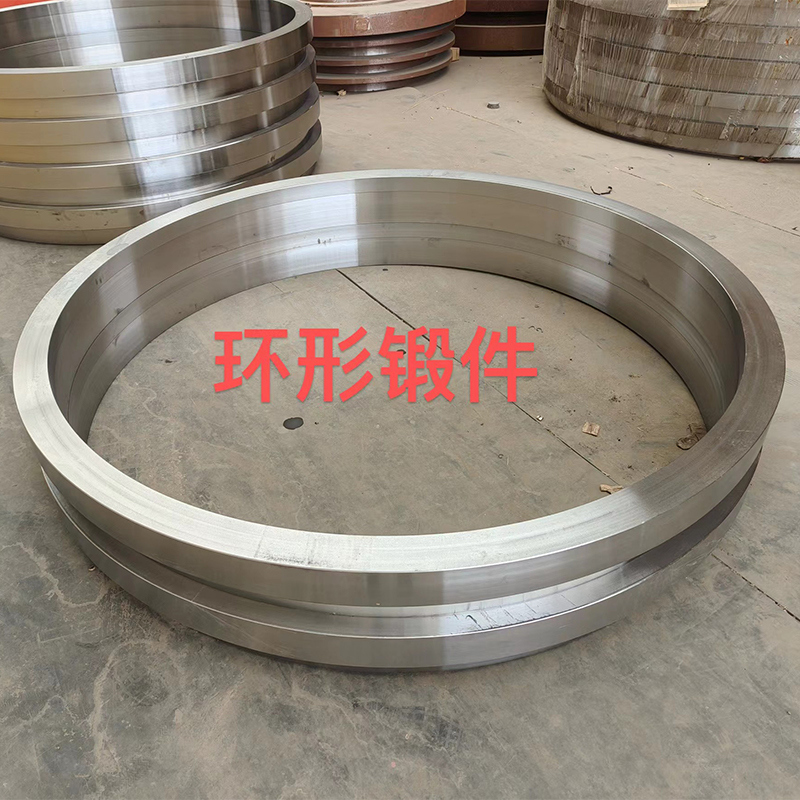 Кольцевая поковка
Кольцевая поковка -
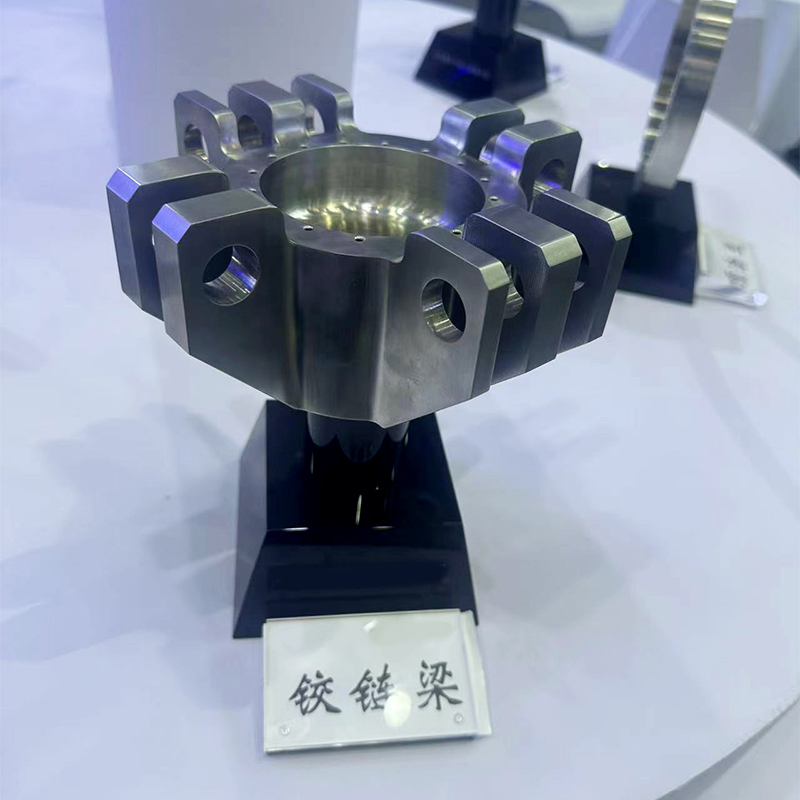 Шарнирная балка / Петлев
Шарнирная балка / Петлев -
 Крановое колесо
Крановое колесо -
 Крановый крюк
Крановый крюк -
 Колесо крановой тележки
Колесо крановой тележки -
 Муфта
Муфта -
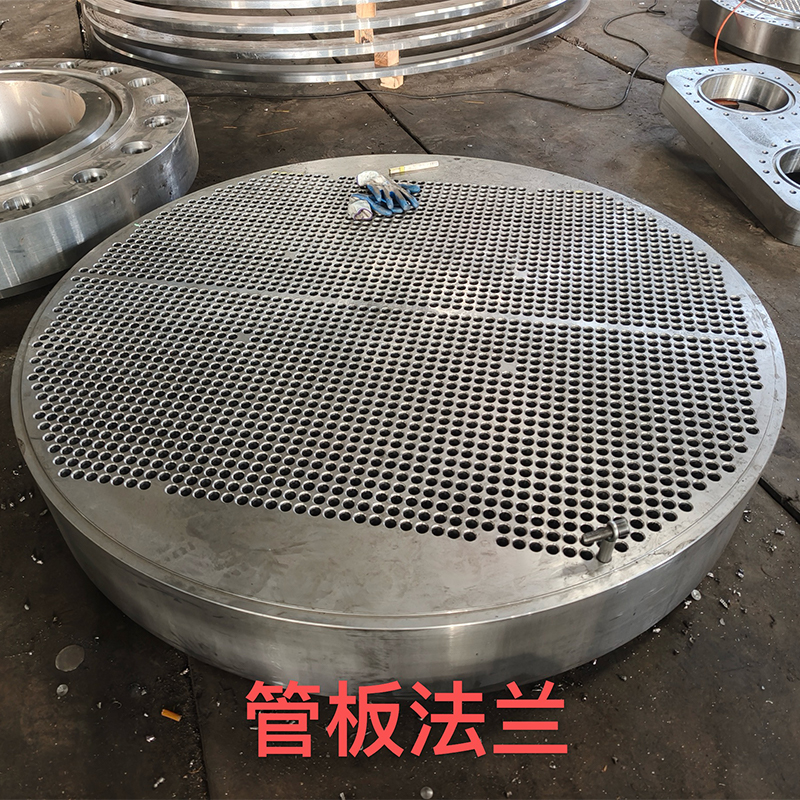 Трубная плита-фланец
Трубная плита-фланец -
 Нижний фланец переходного сегмента ветроэнергетической установки
Нижний фланец переходного сегмента ветроэнергетической установки -
 Колесо мостового крана
Колесо мостового крана -
 Поковка из нержавеющей стали
Поковка из нержавеющей стали -
 Фланец для ветроэнергетической установки
Фланец для ветроэнергетической установки
Связанный поиск
Связанный поиск- Фланцы стальные резьбовые гост
- Со штифтами
- Пластиковые заглушки для фланцев купить
- Шкив гура основная страна покупателя
- Заглушка транспортировочная для фланцев
- Матрица пресс формы
- Корпуса подшипников snl
- Шкив коленвала форд основная страна покупателя
- Шкив генератора основная страна покупателя
- Фланец стальной резьбовой 1

