

Продукция


-

Фланец
-

Вал вентилятора
-

Поковка из алюминия
-

Вал
-

Поршень
-

Гайка
-

Тормозная колодка для ветроэнергетической установки
-

Крановый колесный блок
-
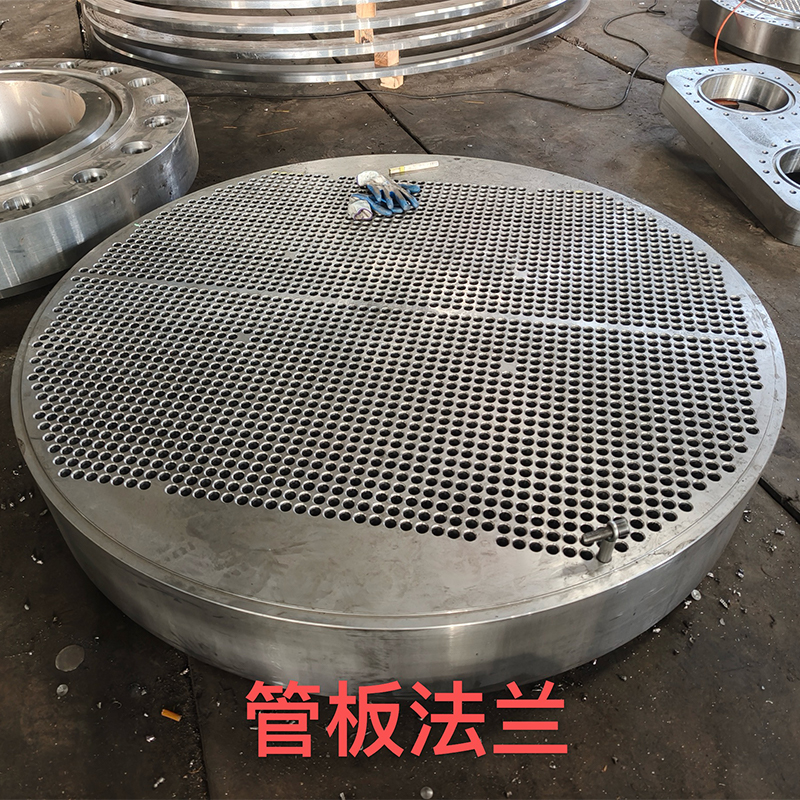
Трубная плита-фланец
-

Корпус подшипника
-
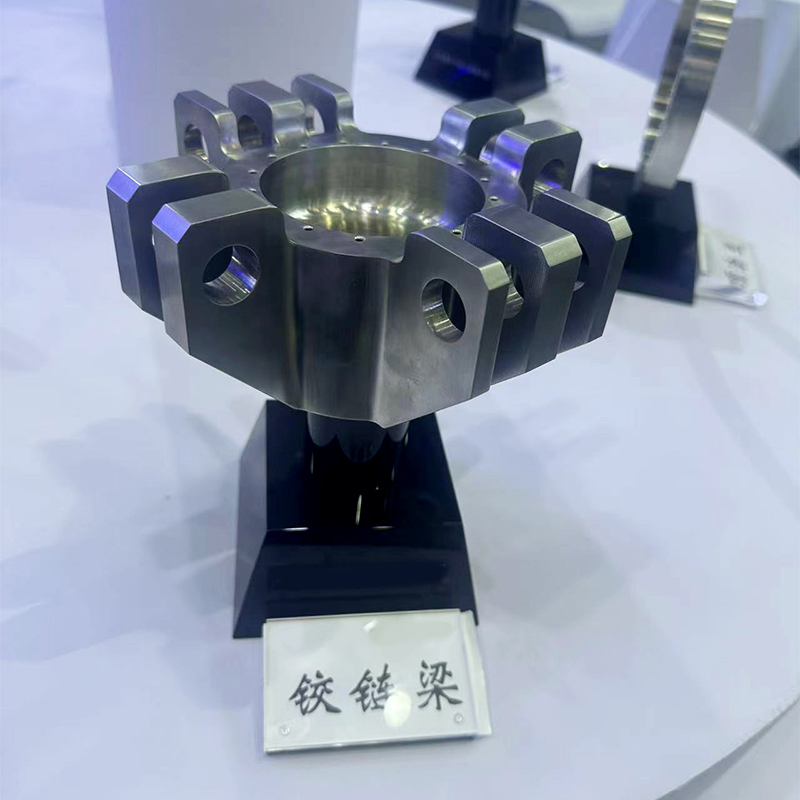
Шарнирная балка / Петлев
-

Колесо портового крана
-

Кованый шкив
-

Колесо мостового крана
-

Зубчатое колесо с внешним зацеплением
-

Поковка из меди

Фланец для ветроэнергетической установки
Фланец ветровой турбины – это незаменимый основной компонент ветровой турбины, который в основном используется для соединения различных секций башни ветровой турбины (фланец башни), соединения башни с гондолой (нижний фланец) и крепления ключевых компонентов в гондоле (например, подшипника рысканья, соединительного фланца подшипника шага).
Описание
маркер
Продуктовое описание
Фланцы для ветроэнергетики: «стальной хребет» ветряных турбин
Фланец ветровой турбины - это незаменимый основной компонент ветровой турбины, который в основном используется для соединения различных секций башни ветровой турбины (фланец башни), соединения башни с гондолой (нижний фланец) и крепления ключевых компонентов в гондоле (например, подшипника рысканья, соединительного фланца подшипника шага). Они выдерживают вес сотен тонн верхней части всей ветровой турбины, а также огромный опрокидывающий момент, вибрацию и сложную переменную нагрузку, создаваемую ветром, и являются ключевыми компонентами напряжения, обеспечивающими безопасную и стабильную работу ветровой турбины в течение более чем 20 лет, и считаются «спасательным кругом» ветровой турбины.
Основные характеристики и высокие требования
Фланцы для ветроэнергетики отличаются от обычных промышленных фланцев чрезвычайно характерными особенностями и жесткими требованиями:
- Негабарит и вес: по мере увеличения размеров турбин (>6 МВт, диаметр рабочего колеса >150 м, высота ступицы >100 м) фланцы башни могут достигать 4 м в диаметре или даже больше, а вес отдельных деталей часто составляет от нескольких тонн до более чем десяти тонн.
- Чрезвычайно сложные условия напряжений: поддержка собственного веса ветряной турбины (осевое сжатие), большие опрокидывающие моменты из-за ветровой нагрузки (приводящие к напряжениям на растяжение и сжатие фланца), переменные нагрузки из-за работы/запуска/остановки/порывов ветряной турбины (высокая окружная усталость), а также изгибающие моменты и сдвигающие усилия из-за колебаний башни. Усталостная прочность является основным требованием.
- Сверхвысокая безопасность и надежность: в случае отказа (например, усталостного разрушения, ослабления болта) последствия будут катастрофическими (разрушение всей машины). Коэффициент безопасности конструкции намного выше, чем у обычных фланцев, что требует чистоты материалов, единообразия организации и отсутствия дефектов.
- Устойчивость к неблагоприятным условиям окружающей среды: длительное воздействие в полевых условиях, необходимость выдерживать циклы высоких и низких температур, соляной туман (море), песок, ультрафиолет, влажность и другие виды коррозии в окружающей среде.
- Чрезвычайно высокая геометрическая точность: требования к параллельности торцевой поверхности фланца, плоскостности, степени расположения отверстия под болт (PCD), округлости фланцевого кольца чрезвычайно высоки, чтобы обеспечить вертикальность башни и равномерное усилие болта, избежать концентрации напряжений. Требования к герметичности относительно низкие (в основном против дождевой воды).
Материалы и производственные процессы
(1) Чтобы соответствовать этим требованиям, фланцы для ветряных электростанций изготавливаются из материалов и с применением совершенных технологий:
- Материал: В основном низколегированная высокопрочная конструкционная сталь с высокой прочностью, высокой вязкостью, хорошей свариваемостью и ударной вязкостью при низких температурах. Обычно используются такие марки, как европейский стандарт S355NL/ML, S420NL/ML, S460NL/ML, американский стандарт ASTM A707 L5/L6, а также кованые детали, соответствующие стандарту EN 10222 (например, P460NH, P460NL1, P500Q и т. д.). Для фланцев морских вентиляторов требуется коррозионностойкая сталь более высокого класса.
(2) Основные процессы - ковка и кольцевая прокатка:
- Кузнечная заготовка: высококачественные слитки превращаются в кольцевые заготовки с помощью расформовки и штамповки, а сердцевина уплотняется для устранения дефектов литья.
- Кольцевая прокатка: это основной процесс производства больших фланцев для башен. Заготовка проходит радиальную прокатку на кольцепрокатном станке для уменьшения толщины стенки, а в осевом направлении диаметр увеличивается до заданного размера. Этот процесс создает непрерывную, ориентированную по окружности линию волокон, что значительно повышает тангенциальную несущую способность и усталостную прочность фланца, а также улучшает использование материала.
- Термическая обработка: нормализация + закалка (нормализация и закалка) или закалка и отпуск обычно используются для получения однородной мелкозернистой структуры, необходимой прочности (например, предел текучести ≥ 460 МПа или выше), хорошей вязкости и ударной функции при низкой температуре (часто требуется соответствие стандарту при -40°C или -50°C).
- Обработка: большой вертикальный/горизонтальный токарный станок с ЧПУ для точной обработки торцов, внутренних и внешних диаметров, фасок; сверлильный станок с ЧПУ/обрабатывающий центр для высокоточной обработки отверстий под болты (точность отверстий ±0,5 мм или менее).
(3) Неразрушающий контроль (NDT) - чрезвычайно сложная задача:
- 100% Ультразвуковой контроль (UT): обнаружение внутренних дефектов (включений, трещин, белых пятен и т.д.) в соответствии с высочайшими стандартами (например, EN 10228-3).
- 100% Испытание магнитными частицами (MT) или испытание на проникновение (PT): обнаружение поверхностных и приповерхностных дефектов.
- Размеры и внешний вид: полноразмерное точное измерение, строгий контроль качества поверхности.
связаться с нами
Сопутствующие популярные продукты

Колесо ковшевой тележки
Ковш, также известный как ходовое колесо ковша или металлургическое колесо, является основной движущейся частью ковша или тележки для перевозки стали в металлургической промышленности (особенно на сталелитейных заводах).

Зубчатое колесо редуктора
Редукторы являются незаменимыми устройствами передачи мощности в современной промышленности, и их основная функция – преобразование высокой скорости и низкого крутящего момента двигателей и других первичных преобразователей в низкую скорость и высокий крутящий момент, необходимые оборудованию.
Тормозная колодка для ветроэнергетической установки
Ветровая тормозная колодка является основным исполнительным элементом в тормозной системе ветровой турбины, и в основном используется в тормозах рысканья и тормозах главного вала (если таковые имеются).
Поковка колеса мостового крана
Поковки ходовых колес относятся к компонентам несущих колес кранов (ходовых), которые формируются путем приложения сильного давления к заготовке из высококачественной легированной стали с помощью ковочного оборудования для придания ей пластической деформации в полости формы.

Переход стальной
Переход стальной (также известный как патрубок, ниппель или трубный штуцер) — Это ключевой короткий трубный элемент, применяемый в промышленных трубопроводах, аппаратах под давлением и на присоединительных патрубках оборудования для соединения, разветвления, изменения диаметра или установки приборов и арматуры.

Колесо крановой тележки
Колесо крановой тележки — Это ключевой несущий элемент ходового механизма крана, изготавливаемый, как правило, из высококачественной легированной стали методом ковки.

Заготовка клапанного блока для нефтяной арматуры
Заготовка клапанного блока для нефтяной арматуры — Это базовый элемент гидравлической системы нефтяного оборудования, изготавливаемый ковкой, литьём или сваркой и являющийся исходной заготовкой для последующей механической обработки.

Рама сервисной двери ветроэнергетической установки
Дверная рама ветроэнергетической установки – это ключевой усиливающий и герметизирующий структурный компонент, необходимый для открытия дверного проема на стене ветротурбинной башни для доступа персонала, транспортировки оборудования и операций по техническому обслуживанию.

Крановое колесо
Крановое колесо — Это ключевой несущий элемент ходового механизма крана, изготавливаемый, как правило, из высококачественной легированной стали (например, 42CrMo, сталь 60 и др.) методом ковки.
Поковка из алюминия
Ковка алюминия означает использование процесса ковки (ковка на молоте, ковка на прессе, ковка в штампе и т.д.) для приложения давления к заготовке из алюминиевого сплава, чтобы заставить ее подвергнуться пластической деформации, чтобы получить желаемую форму, размер и отличные характеристики металлической заготовки.

Крановый крюк
Крюк, являясь одним из наиболее важных грузозахватных устройств подъемных механизмов (таких как мостовой кран, таль, электрическая таль, ручная цепная таль и т.д.), представляет собой основной узел, соединяющий подъемное оборудование и поднимаемый груз.
Вал вентилятора
Вал вентилятора — Это основной элемент, передающий мощность в вентиляторе, соединяющий электродвигатель с рабочим колесом и передающий вращательное движение и крутящий момент на колесо для обеспечения подачи газа.
Вал
Вал — Это ключевой элемент в машиностроении, предназначенный для передачи движения и мощности. Основная функция — поддержка вращающихся деталей (таких как зубчатые колёса, рабочие колёса) и передача крутящего момента.

Крупногабаритная зубчатая рейка
Большая реечная шестерня играет центральную роль привода в тяжелой промышленности, где требуется большой ход, высокие нагрузки и точность линейного перемещения.
Шарнирная балка / Петлев
Шарнирная балка (также называемая шарнирно-сочленённой балкой или балкой с соединением на осевом пальце) — это ключевой несущий элемент строительных машин (таких как стрелы кранов, рабочие стрелы/рукояти экскаваторов, рамы выглаживающих плит асфальтоукладчиков и т.п.), который обеспечивает относительное вращение между узлами и передаёт огромные нагрузки.

Крупногабаритный колесный вал
Крупногабаритный колесный вал — Это ключевой элемент, поддерживающий колёса крупногабаритных транспортных средств (таких как грузовые автомобили, строительная техника, рельсовый подвижной состав), воспринимающий массу машины и передающий крутящий момент. Является важнейшей силовой деталью, соединяющей колёса с рамой.

