

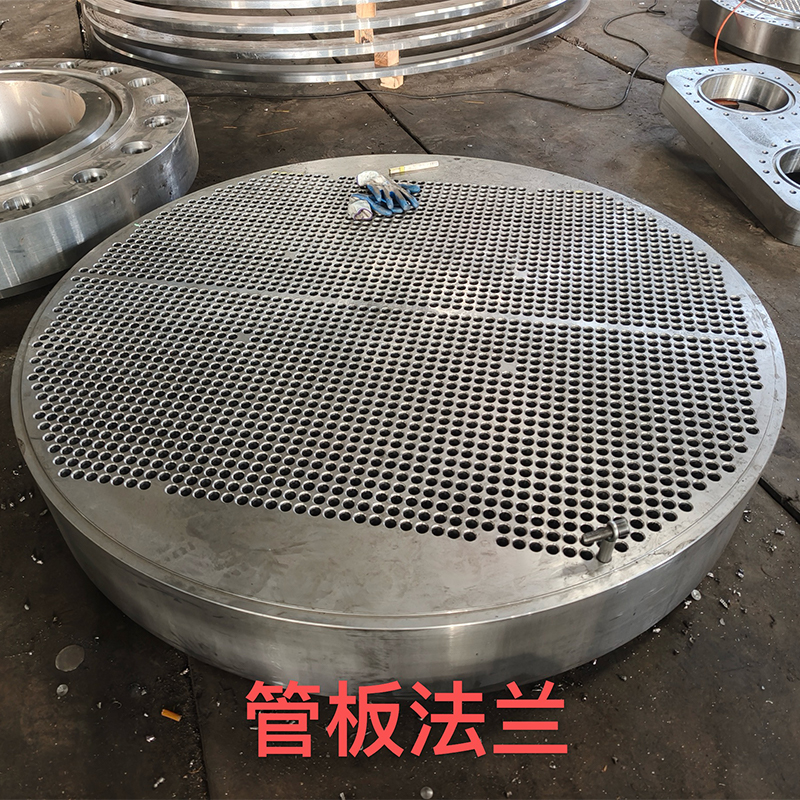
Фланец ду
Фланец ду… Да, это термин, который постоянно всплывает в нашей работе. И, честно говоря, часто вызывает путаницу. Многие считают, что это просто разновидность фланцев, но на самом деле здесь есть нюансы, которые влияют на выбор материала, технологии изготовления и конечно, на надежность соединения. Порой встречаю запросы от клиентов, которые ищут “фланец ду” без понимания, для каких целей он нужен. Это как спрашивать 'какую машину выбрать?', не говоря о том, для чего она будет использоваться. Сегодня хочу поделиться некоторыми мыслями и опытом, связанными с этими деталями. Речь пойдет не о теоретических аспектах, а о том, что мы видим на практике – о реальных задачах, ошибках и решениях.
Что такое фланец ду на самом деле?
Прежде чем углубляться в детали, важно понять, что подразумевается под термином “фланец ду”. Насколько я понимаю, это не самостоятельный стандарт фланцев, а скорее общее обозначение для фланцев, изготовленных методом дуговой сварки. То есть, в отличие от фланцев, получаемых литьем или штамповкой, фланец ду формируется путем сварки стального диска (или другого материала) с последующим созданием уплотнительной поверхности. Именно этот процесс и отличает его от 'классических' фланцев.
Ключевое здесь – не только метод изготовления, но и материал. Обычно это углеродистая или легированная сталь, но встречаются и нержавеющие сплавы. Выбор материала критически важен, ведь он определяет прочность, коррозионную стойкость и применимость фланца в конкретных условиях. Важно сразу понимать, что “фланец ду” – это не однородный продукт. В зависимости от технологии дуговой сварки, применяемых материалов и последующей обработки, характеристики фланца могут сильно отличаться. И вот тут возникает вопрос: для какой нагрузки он будет использоваться?
Я часто сталкиваюсь с ситуациями, когда клиенты выбирают фланец ду просто потому, что он дешевле или быстрее в изготовлении, чем, скажем, фланцы, отлитые методом. При этом они не учитывают, что фланцы, изготовленные методом литья, зачастую обладают лучшей геометрической точностью и более ровной уплотнительной поверхностью. И это может существенно повлиять на надежность соединения, особенно при высоких давлениях и температурах. Впрочем, это – отдельная большая тема для обсуждения, и, возможно, мы вернемся к ней позже.
Проблемы, возникающие при использовании фланец ду
Одним из наиболее распространенных проблем, с которыми мы сталкиваемся при работе с фланец ду, является качество сварного шва. Неправильно подобранные параметры сварки, неквалифицированный сварщик или использование некачественных электродов – все это может привести к образованию дефектов, таких как пористость, трещины и неполное проплавление. Эти дефекты снижают прочность фланца и повышают риск его разрушения в процессе эксплуатации. Поэтому, при заказе фланец ду, необходимо тщательно проверять квалификацию сварщика и убедиться в наличии сертификатов на используемые материалы.
Еще одна проблема – это деформация фланца при сварке. В процессе сварки сталь нагревается и расширяется, а при последующем охлаждении – сжимается. Если не принять меры для компенсации этих деформаций, фланц может получить коробление, что затруднит его монтаж и приведет к образованию неплотностей в соединении. Для предотвращения деформаций обычно используют специальные приспособления и методы нагрева/охлаждения.
Я помню один случай, когда мы получили заказ на изготовление большого количества фланцев фланец ду для системы охлаждения промышленного оборудования. Клиент выбрал дешевый материал и не предусмотрел достаточного контроля качества сварки. В итоге, после нескольких недель эксплуатации, несколько фланцев треснули и потребовали замены. В этом случае, конечно, можно было избежать таких проблем, если бы изначально был проведен тщательный анализ условий эксплуатации и выбраны соответствующие материалы и технологии изготовления.
Технологические особенности изготовления фланец ду
Процесс изготовления фланец ду включает в себя несколько этапов: подготовку заготовки, дуговую сварку, механическую обработку и контроль качества. Важным этапом является подготовка заготовки – ее необходимо очистить от загрязнений и обеспечить правильное положение при сварке. Выбор режима сварки (например, сварка покрытыми электродами, сварка нержавеющей сталью) зависит от материала заготовки и требуемых характеристик фланца.
Механическая обработка фланца включает в себя фрезерование и шлифование, которые позволяют добиться требуемой точности размеров и гладкости поверхности. Особое внимание уделяется уплотнительной поверхности, которая должна быть идеально ровной и без дефектов. Контроль качества включает в себя визуальный осмотр, ультразвуковой контроль и другие методы.
Некоторые компании, такие как ООО Шаньси Аолинтун прецизионная ковка, обладают современным оборудованием и квалифицированными специалистами для изготовления высококачественных фланцев фланец ду. Мы постоянно совершенствуем наши технологии и контролируем качество на всех этапах производства, чтобы гарантировать надежность и долговечность нашей продукции. Использование современных методов контроля, таких как спектральный анализ, позволяет нам выявлять даже самые незначительные дефекты и предотвращать их появление в готовых изделиях.
Контроль качества фланец ду: особенности и методы
Контроль качества фланцев фланец ду – это критически важный этап, определяющий их надежность и безопасность. Он включает в себя несколько этапов, начиная с визуального осмотра и заканчивая ультразвуковым и радиографическим контролем. Визуальный осмотр позволяет выявить наиболее очевидные дефекты, такие как трещины, поры и неполное проплавление сварного шва. Однако он не может выявить скрытые дефекты, которые могут привести к разрушению фланца в процессе эксплуатации.
Ультразвуковой контроль позволяет выявить внутренние дефекты, такие как поры и трещины, которые невидимы при визуальном осмотре. Он основан на передаче ультразвуковых волн через фланц и анализе отраженных сигналов. Радиографический контроль – это еще один метод неразрушающего контроля, который позволяет получить изображение внутренней структуры фланца. Он особенно эффективен для выявления дефектов, которые находятся в труднодоступных местах.
В нашей компании мы используем комплексный подход к контролю качества, который включает в себя все вышеперечисленные методы. Мы также проводим испытания фланцев на герметичность и прочность, чтобы убедиться в их соответствии требованиям стандартов и спецификаций заказчика. Это позволяет нам гарантировать, что каждый фланц фланец ду, который мы поставляем, будет надежным и долговечным.
Альтернативы фланец ду и когда их стоит рассматривать
Не всегда использование фланец ду является оптимальным решением. В некоторых случаях более предпочтительным может быть использование фланцев, изготовленных другими методами – литьем или штамповкой. Фланцы, изготовленные литьем, обычно обладают лучшей геометрической точностью и более ровной уплотнительной поверхностью. Фланцы, изготовленные штамповкой, отличаются высокой прочностью и долговечностью.
Выбор метода изготовления фланца зависит от многих факторов, таких как материал, размеры, требуемая точность и бюджет. Если требуется высокая точность и гладкая уплотнительная поверхность, то лучше использовать фланцы, изготовленные литьем. Если требуется высокая прочность и долговечность, то лучше использовать фланцы, изготовленные штамповкой. Если же требуется быстрое и недорогое изготовление фланцев, то можно использовать фланцы, изготовленные методом дуговой сварки.
Важно понимать, что фланец ду – это не универсальное решение для всех задач. Перед выбором метода изготовления фланцев необходимо тщательно проанализировать условия эксплуатации и требования заказчика. Только в этом случае можно выбрать оптимальный вариант, который будет обеспечивать надежность и безопасность соединения.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Шарнирная балка / Петлев
Шарнирная балка / Петлев -
 Нижний фланец переходного сегмента ветроэнергетической установки
Нижний фланец переходного сегмента ветроэнергетической установки -
 Кольцевая поковка
Кольцевая поковка -
 Зубчатое колесо редуктора
Зубчатое колесо редуктора -
 Колесо мостового крана
Колесо мостового крана -
 Крановое колесо
Крановое колесо -
 Муфта
Муфта -
 Поковка из алюминия
Поковка из алюминия -
 Заготовка клапанного блока для нефтяной арматуры
Заготовка клапанного блока для нефтяной арматуры -
 Крановый крюк
Крановый крюк -
 Крупногабаритная зубчатая рейка
Крупногабаритная зубчатая рейка -
 Крановый колесный блок
Крановый колесный блок

